What is MRO? Maintenance, Repair, and Operations Explained
By
Charles Mahler
Mar 31, 2026
Developer
Navigate to:
MRO stands for maintenance, repair, and operations. It refers to the activities, supplies, and services that keep equipment, facilities, and infrastructure running safely and efficiently. Every industry that relies on physical assets depends on MRO, whether that means replacing a worn bearing on a production line, restocking safety gloves in a warehouse, or servicing an HVAC system in a hospital.
Despite being one of the largest categories of indirect spending in most organizations, MRO is chronically under-managed. This article explains what MRO covers, why it matters, how maintenance strategies differ, and how it plays out across industries.
What is MRO?
MRO is a broad category that encompasses the indirect materials, maintenance activities, and operational support required to keep a business functioning. MRO includes everything from spare parts and lubricants to safety equipment, cleaning supplies, and the labor required to inspect, fix, and service physical assets.
The scope of MRO varies by organization, but it always sits outside of direct production. A replacement motor for a conveyor belt is an MRO item. The raw steel that travels on that conveyor is not. This distinction matters for accounting, procurement strategy, and inventory management.
Common MRO Supplies and Activities
MRO is easier to understand through concrete examples:
| Category | Description | Examples |
|---|---|---|
| MRO supplies | Parts, materials, and consumables used to maintain equipment and facilities. | Spare parts (bearings, seals, belts, filters, motors), lubricants and greases, fasteners, hand and power tools, electrical components (fuses, contactors, wiring), safety equipment (gloves, goggles, hard hats, respirators), cleaning and janitorial products, adhesives and tapes, and facility consumables (light bulbs, HVAC filters). |
| MRO activities | Hands-on maintenance and repair work performed on assets. | Routine inspections, lubrication, electrical testing, equipment alignment, welding repairs, painting and corrosion protection, calibration, and full equipment rebuilds. |
| MRO services | Outsourced or contracted maintenance support. | Third-party maintenance contracts, on-call repair technicians, specialized inspections (non-destructive testing), and outsourced maintenance for complex assets. |
Why MRO matters
MRO spending often accounts for a significant share of an organization’s operating costs, yet it receives a fraction of the strategic attention that direct materials get. The numbers make a compelling case for changing that.
-
The market is massive. The global MRO market was valued at roughly $715 billion in 2025 and is projected to grow steadily through the next decade, driven by aging infrastructure, the rise of predictive maintenance, and increasing demand for operational efficiency.
-
Downtime is extraordinarily expensive. A 2024 Siemens report found that unplanned downtime costs the world’s 500 largest companies a combined $1.4 trillion per year, roughly 11% of their annual revenues. At a facility level, costs vary by industry, but the averages are sobering: approximately $260,000 per hour in general manufacturing, and over $2 million per hour in automotive production. Even smaller manufacturers typically lose over $100,000 per hour of unexpected downtime.
-
Equipment failure is the leading cause of downtime. The average manufacturer faces an estimated 800 hours of equipment downtime annually. Equipment failure accounts for roughly 42% of unplanned downtime incidents, and base components like bearings, seals, and motors are the most common culprits. These are precisely the kinds of failures that a well-run MRO program is designed to prevent.
-
Proactive maintenance pays for itself. Research from McKinsey and others consistently shows that organizations implementing predictive maintenance programs see 18–25% reductions in overall maintenance costs and 30–50% reductions in unplanned downtime. The U.S. Department of Energy has reported a potential ROI of up to 10x on predictive maintenance investments. Reactive repairs, by contrast, cost three to five times more than planned maintenance once you account for emergency labor, expedited parts shipping, and cascading production losses.
-
Safety and compliance depend on it. Regulatory bodies across industries mandate specific maintenance activities and intervals. Falling behind on MRO creates safety hazards for workers, compliance risk for the organization, and potential legal liability.
Maintenance strategies: preventive, predictive, planned, and condition-based
Organizations typically employ a mix of strategies, and the trend across industries is a steady shift from reactive to proactive, data-driven approaches.
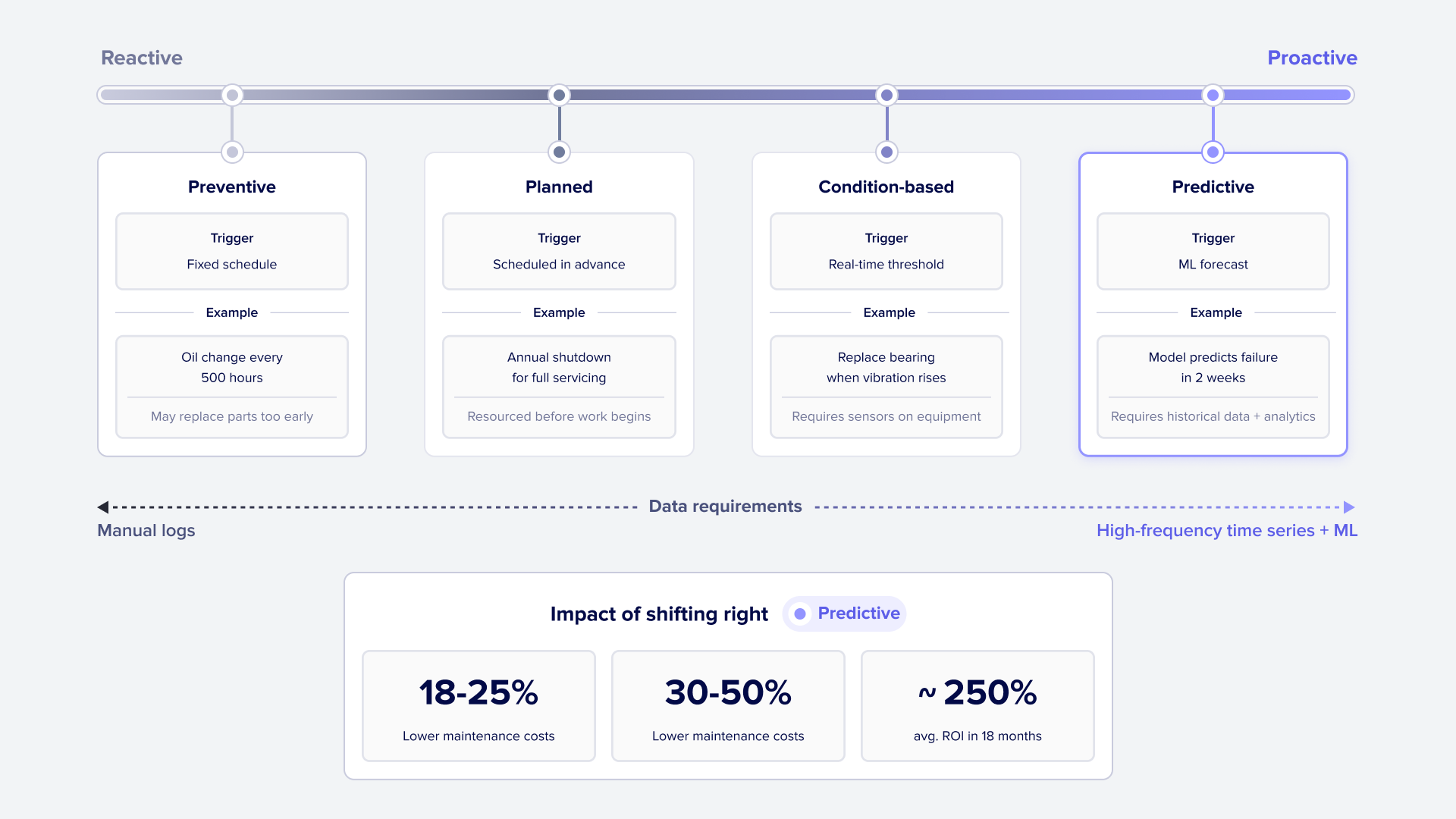
Preventive Maintenance
Preventive maintenance is scheduled work performed at fixed intervals to reduce the likelihood of failure. Oil changes every 500 operating hours, filter replacements every quarter, and belt inspections every month are all preventive activities. The advantage is predictability: you know what work is coming and can plan parts and labor accordingly. The drawback is that you may be replacing components that still have significant useful life remaining, which wastes money and materials.
Planned Maintenance
Planned maintenance is a broader category that includes any maintenance activity scheduled in advance, whether it follows a calendar-based interval, a usage-based trigger, or a condition-based alert. The defining characteristic is that the work is anticipated and resourced before it begins, as opposed to reactive or emergency maintenance. Planned maintenance also encompasses scheduled shutdowns and turnarounds, where equipment is taken offline deliberately for extensive servicing.
Condition-Based Maintenance
Condition-based maintenance (CBM) uses real-time monitoring of equipment health indicators like vibration, temperature, oil quality, and electrical signatures to trigger maintenance only when those indicators show that maintenance is actually needed. Rather than replacing a bearing on a fixed schedule, CBM replaces it when vibration analysis shows degradation has reached a threshold. This approach eliminates much of the waste inherent in time-based schedules while still catching problems before failure.
Predictive Maintenance
Predictive maintenance takes condition-based monitoring a step further by applying machine learning, statistical models, and trend analysis to forecast when a component is likely to fail. Where CBM reacts to current conditions, predictive maintenance anticipates future conditions based on patterns in historical and real-time data. Sensors tracking vibration, temperature, pressure, and acoustic signatures feed data into analytics platforms that can predict failures days or weeks in advance.
The results are striking: organizations with mature predictive maintenance programs report 35–45% reductions in unplanned downtime and an average ROI of around 250% within the first 18 months.
The movement from reactive to predictive maintenance is one of the defining trends in MRO. As IIoT sensors become cheaper and more accessible, even smaller manufacturers can begin shifting toward condition-based and predictive approaches.
MRO in manufacturing
In the manufacturing industry, MRO encompasses all indirect materials and maintenance activities required to keep a production facility running. It is everything that supports the production process without becoming part of the finished product.
Manufacturing MRO spending is often highly fragmented. A single plant might purchase thousands of distinct SKUs, such as motor drives, conveyor belts, lubricants, rags, and safety boots, from dozens of suppliers. The proportion of organizations using more than 250 MRO suppliers has grown from 6% to 15% in recent years. This fragmentation makes it difficult to negotiate volume discounts, track usage, or identify waste.
Common MRO priorities in manufacturing include reducing unplanned downtime on production lines, maintaining critical spares inventory for high-impact equipment, shifting from reactive to preventive or predictive maintenance, standardizing parts and suppliers to simplify procurement, and ensuring compliance with OSHA and environmental regulations.
Manufacturers that invest in structured MRO programs typically see improvements in overall equipment effectiveness (OEE), lower maintenance costs per unit of output, and fewer safety incidents.
MRO in aviation
Aviation has one of the most rigorous and regulated MRO environments of any industry. Aircraft MRO is governed by strict regulatory frameworks like the FAA in the United States and EASA in Europe. Every maintenance activity must be performed by certified repair stations, documented in detail, and traceable.
The four main categories of aviation MRO are airframe maintenance, engine maintenance, component maintenance, and line maintenance.
Aviation MRO is also where data-driven maintenance has seen some of its most advanced applications. Airlines use predictive maintenance platforms that analyze sensor data from aircraft systems to forecast component failures before they occur, minimizing aircraft-on-ground events and improving safety.
MRO in energy and utilities
Energy and utilities represent one of the most asset-intensive sectors for MRO. Power plants, refineries, pipelines, water treatment facilities, and electrical grids all require continuous maintenance to remain operational and safe.
The consequences of downtime in energy are particularly severe. Utilities face additional complexity from regulatory oversight and public safety requirements; a failed transformer or water treatment system affects entire communities.
This sector has been an early adopter of IIoT and predictive maintenance technologies. Real-time monitoring of turbines, generators, transformers, and pipeline infrastructure allows operators to detect degradation early and schedule maintenance during planned outages rather than responding to emergencies.
MRO procurement, inventory, and software
Three operational areas determine how well an MRO program actually performs on a day-to-day basis.
| Area | Description and Key Strategies |
|---|---|
| Procurement | The process of sourcing and purchasing indirect materials. High transaction volume but low individual dollar value. Improvement strategies include consolidating suppliers, using blanket purchase orders, and implementing e-procurement platforms. |
| Inventory | Balancing part availability against carrying costs. Effective management relies on criticality-based stocking, min/max levels, and regular cycle counts. MRO inventory supports production but is not part of the finished product. |
| Software | Tools to plan, track, and optimize maintenance. Includes CMMS for work orders, EAM for lifecycle planning, and e-procurement tools to streamline purchasing. |
The process of sourcing and purchasing indirect materials. High transaction volume but low individual dollar value. Improvement strategies include consolidating suppliers, using blanket purchase orders, and implementing e-procurement platforms.
Inventory
Balancing part availability against carrying costs. Effective management relies on criticality-based stocking, min/max levels, and regular cycle counts. MRO inventory supports production but is not part of the finished product.
Software
Tools to plan, track, and optimize maintenance. Includes CMMS for work orders, EAM for lifecycle planning, and e-procurement tools to streamline purchasing.
Where time series databases fit in an MRO strategy
The shift toward predictive maintenance creates a data infrastructure challenge that traditional systems were never designed to handle. A modern manufacturing facility with thousands of IIoT sensors can generate billions of data points daily. This is time series data, and it requires specialized tools at scale.
Traditional relational databases and legacy data historians struggle with the volume, velocity, and query patterns of high-frequency sensor data. Time series databases are built for this workload. They are designed to ingest large volumes of timestamped data at high speed, compress it efficiently for long-term storage, and support the kinds of queries that maintenance and operations teams actually need: trend analysis over time windows, anomaly detection, and correlation across multiple sensor streams.
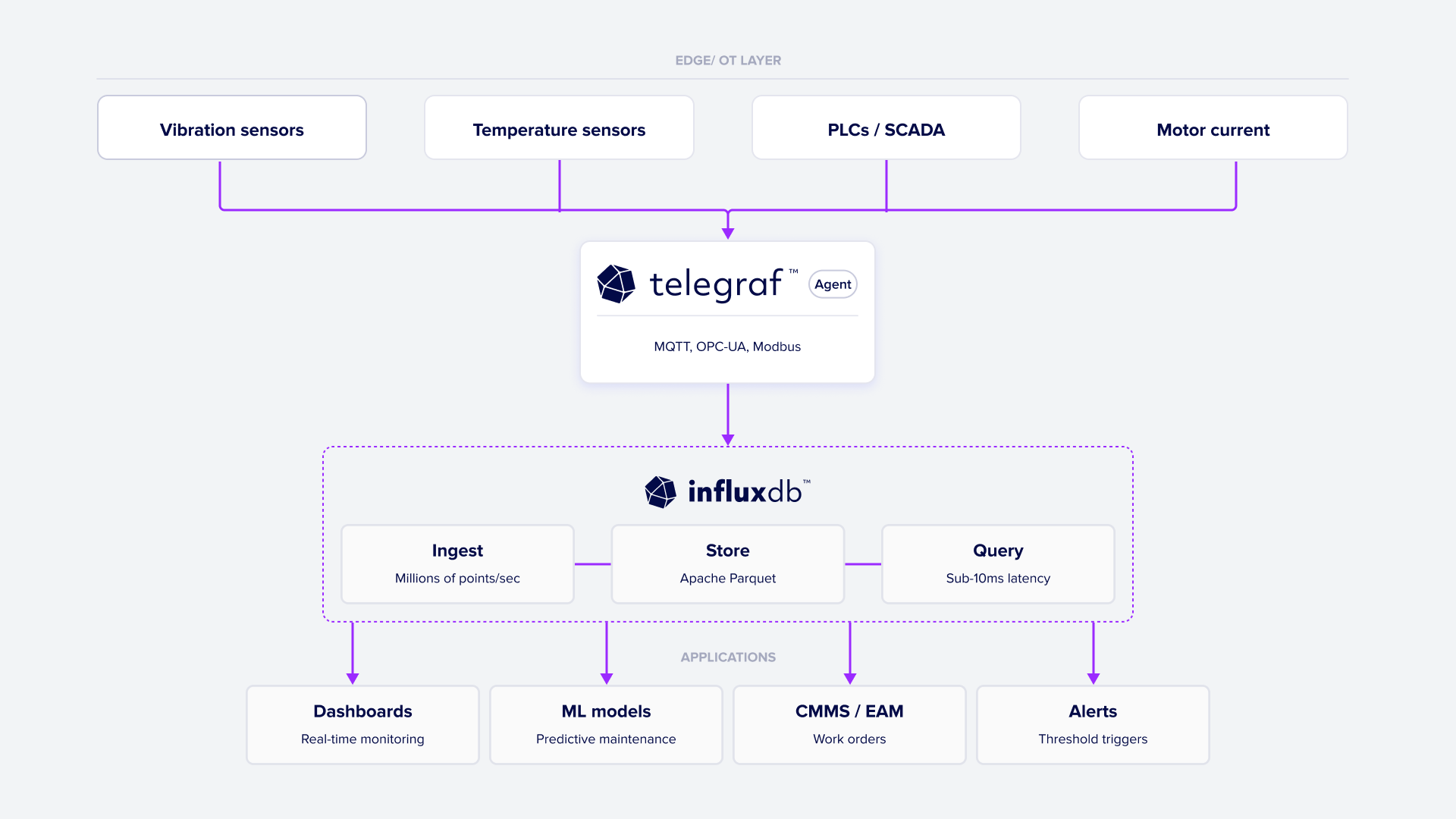
InfluxDB is one of the most widely adopted time series databases in industrial environments. It is built to handle the data patterns that MRO and predictive maintenance generate, and it fits into the maintenance technology stack in several important ways.
-
Real-time equipment monitoring: InfluxDB ingests data from PLCs, SCADA systems, and IIoT sensors via standard industrial protocols like MQTT, OPC UA, and Modbus through its Telegraf agent. This creates a live feed of equipment health data that maintenance teams can use to spot anomalies as they develop.
-
Historical context for predictive models: Effective predictive maintenance depends on having deep historical data to train machine learning models. InfluxDB stores years of sensor data in a compressed columnar format, making it practical and cost-effective to retain the historical depth that ML models need to identify failure patterns.
-
Bridging OT and IT systems: One of the persistent challenges in MRO is that operational technology and information technology often exist in separate silos. InfluxDB integrates with both sides of this divide, connecting industrial data sources at the edge with analytics tools, cloud platforms, and AI/ML pipelines on the IT side.
-
Edge-to-cloud flexibility: Not every facility has the same infrastructure. Some need on-premises data processing for latency or security reasons; others want cloud-based analytics. InfluxDB supports deployment at the edge, in private clouds, or in fully-managed cloud environments, allowing organizations to match their data architecture to their operational reality.
The practical impact is tangible. Seadrill has reported saving over $1.6 million in a single year by using InfluxDB as its time series database for equipment monitoring. Siemens Energy uses InfluxDB to monitor 23,000 battery modules across more than 70 sites, analyzing billions of sensor readings to prevent downtime and ensure quality.
For operations and maintenance teams evaluating their data infrastructure, the key question is whether their current systems can handle the data volumes that condition-based and predictive maintenance demand. If the answer is no, a time series database is the foundational layer that makes advanced maintenance strategies possible.
Common MRO challenges
Even well-intentioned MRO programs run into recurring problems.
Fragmented Spending
This is the most widespread issue. When every department or site purchases MRO supplies independently, organizations lose leverage with suppliers and have no visibility into total spend.
Reactive Maintenance Culture
This culture remains entrenched in many organizations. ABB’s Value of Reliability research found that two-thirds of companies experience unplanned downtime at least once per month, and a full third have not undertaken motor or drive modernization projects in the past two years, even though upgrading obsolete equipment can generate ROI in less than two years.
Poor Data Quality
Poor data quality undermines almost every MRO improvement effort. Incomplete asset records, mislabeled parts, and patchy work-order histories make it difficult to decide what to stock, when to maintain, and where to invest. This problem compounds as organizations try to implement predictive maintenance, which depends entirely on clean, structured, time-stamped data.
Excess and Obsolete Inventory
Excess and obsolete inventory tie up capital and warehouse space. Parts ordered for equipment that has since been retired, or spares stocked based on outdated failure rates, accumulate quietly until someone audits the stockroom.
How to improve an MRO strategy
There is no single playbook for MRO improvement, but a few principles apply broadly.
- Start with visibility. Before you optimize anything, you need a clear picture of what you are spending, where your inventory sits, and how your assets are performing. Consolidating data from procurement, maintenance, and inventory systems is almost always the first step.
- Classify assets by criticality. Not all equipment deserves the same level of attention. Focus preventive and predictive maintenance resources on the assets whose failure would cause the greatest impact on safety, production, or cost.
- Consolidate suppliers and standardize parts. Reducing the number of MRO suppliers simplifies procurement, improves negotiating leverage, and makes it easier to manage inventory. Standardizing on common parts across similar equipment reduces the total number of SKUs you need to carry.
- Shift from reactive to proactive maintenance. This is a long-term cultural change, not a one-time project. Start with the highest-criticality assets, prove the value with condition monitoring and predictive analytics, and then scale. Organizations that make this transition consistently report dramatic reductions in both downtime and total maintenance cost.
- Invest in the right data infrastructure. Advanced maintenance strategies are only as good as the data infrastructure behind them. This means CMMS/EAM software for work order management, time series databases for high-frequency sensor data, and integration layers that connect these systems so that insights flow from the sensor to the decision-maker without friction.
- Measure what matters. Track metrics that connect MRO performance to business outcomes: planned vs. unplanned maintenance ratio, spare parts availability, mean time between failures (MTBF), overall equipment effectiveness (OEE), and maintenance cost as a percentage of asset replacement value.
Wrapping up
MRO may not be the most glamorous line item in an operating budget, but it is one of the most consequential. The organizations that treat maintenance, repair, and operations as a strategic function consistently outperform those that don’t. As sensor technology gets cheaper, predictive analytics gets smarter, and the data infrastructure to support them becomes more accessible, the gap between reactive and proactive organizations will only widen. The best time to invest in your MRO strategy was five years ago. The second-best time is now.
MRO FAQs
